Contrairement à l’image d’Épinal du graveur penché sur son burin, la naissance d’un timbre est un acte de force industriel. Ici, ce n’est pas l’art qui dicte sa loi, mais la mécanique brutale des presses rotatives. Cet article vous ouvre les portes de l’atelier pour comprendre comment la maîtrise de la vitesse, de la tension du papier et de l’encrage à l’échelle du micron est un combat permanent pour produire des millions d’exemplaires parfaits, et pourquoi la moindre défaillance mécanique crée ces fameuses « variétés » que les collectionneurs s’arrachent.
Ici, ça ne sent pas la térébenthine et le papier précieux. Ça sent l’encre, l’huile chaude et le métal qui travaille. Le son n’est pas le grattement délicat d’un burin, mais le grondement sourd et continu d’une bête mécanique de plusieurs tonnes : la presse rotative. L’imaginaire collectif associe le timbre à l’artisanat d’art, à la patience infinie du graveur. C’est vrai, mais ce n’est que le point de départ. La véritable prouesse, celle qui transforme une œuvre unique en un objet de collection accessible à tous, est un exploit industriel qui se joue à Boulazac, en Dordogne, au sein de l’imprimerie Philaposte.
On oublie souvent que le défi n’est pas de créer un beau timbre, mais d’en créer des dizaines de millions d’exemplaires absolument identiques. Et c’est là que la bataille commence. Une bataille contre les lois de la physique, menée à des cadences infernales. Chaque presse est un système complexe où la moindre variation de température, d’humidité ou de vitesse peut transformer une feuille parfaite en un lot de maculatures. La plupart des articles sur le sujet se contentent de lister les techniques d’impression. Nous, on va mettre les mains dans le cambouis.
L’angle que nous prenons est celui de l’atelier, celui de l’opérateur qui a l’œil sur le manomètre et l’oreille tendue pour déceler le moindre cliquetis suspect. Nous n’allons pas seulement voir « comment » les timbres sont imprimés. Nous allons comprendre « pourquoi » ils sont parfois imparfaits. Nous allons décortiquer les points de rupture de la machine : la tension du papier, le calage des couleurs, la viscosité de l’encre. Car c’est dans ces contraintes mécaniques que se cachent les secrets des variétés philatéliques les plus recherchées.
Cet article va vous guider à travers les différents postes de la chaîne d’impression, non pas comme un visiteur, mais comme un mécanicien. Chaque section décryptera une contrainte technique spécifique et son impact direct sur le produit fini que vous tenez entre vos pinces. Préparez-vous à entendre le vacarme des rotatives.
Sommaire : Les secrets mécaniques des presses à timbres
- Pourquoi graver un cylindre de cuivre est-il plus complexe que graver une plaque plate ?
- Presse 3 couleurs ou 6 couleurs : comment la machine limite la créativité de l’artiste ?
- Comment l’augmentation des cadences d’impression crée des micro-défauts de repérage ?
- Impression en continu ou feuille à feuille : quel impact sur la tension du papier ?
- Quand une poussière sur le cylindre crée une « pétouille » répétitive tous les 50 timbres
- L’erreur d’encrage qui transforme une œuvre d’art en une « bavure » sans valeur artistique
- De la presse à bras à la rotative TD6 : comment la vitesse a changé la philatélie ?
- Comment devenir votre propre expert et déceler les variétés sans payer d’honoraires ?
Pourquoi graver un cylindre de cuivre est-il plus complexe que graver une plaque plate ?
Oubliez la gravure à plat. Sur une presse rotative, on ne joue pas dans la même catégorie. Le premier défi, c’est la géométrie. Graver une surface courbe impose une déformation calculée de l’image originale pour qu’elle apparaisse droite une fois imprimée. C’est un casse-tête de projection mathématique avant même que le premier copeau de cuivre ne soit retiré. Mais la vraie complexité est dictée par la résistance des matériaux. Ce cylindre ne va pas juste presser une feuille. Il va tourner à des vitesses folles, subir des pressions de plusieurs tonnes et être en contact permanent avec une racle en acier qui essuie le surplus d’encre.
La gravure doit être assez profonde pour retenir l’encre, mais pas trop pour ne pas fragiliser la surface. Le cuivre est choisi pour sa malléabilité, mais il est ensuite chromé pour lui donner une dureté de surface capable d’endurer des millions de rotations sans perdre le moindre détail. C’est cet équilibre qui est diaboliquement complexe à atteindre. Sur un site unique en France, à Boulazac, plus de 400 personnes sont spécialisées dans ces techniques d’impression sécurisée. L’enjeu est de taille : avec une production annuelle qui peut atteindre plus de 75 millions d’exemplaires de timbres rien que pour les premiers mois de l’année, chaque cylindre est une pièce d’orfèvrerie industrielle conçue pour une endurance extrême.
Le passage du poinçon de l’artiste, une pièce d’acier plate, à ce cylindre de production se fait via une série de transferts et de reproductions (la virole) qui visent à dupliquer le motif avec une fidélité absolue sur toute la surface courbe. Chaque étape est une source potentielle de micro-perte de définition. La gravure sur cylindre n’est donc pas seulement une question de dessin, c’est une science de la métallurgie et de la mécanique de précision, où la longévité prime sur tout.
C’est cette complexité initiale qui conditionne la qualité de l’ensemble du tirage. Un défaut à ce stade, même infime, sera reproduit des millions de fois.
Presse 3 couleurs ou 6 couleurs : comment la machine limite la créativité de l’artiste ?
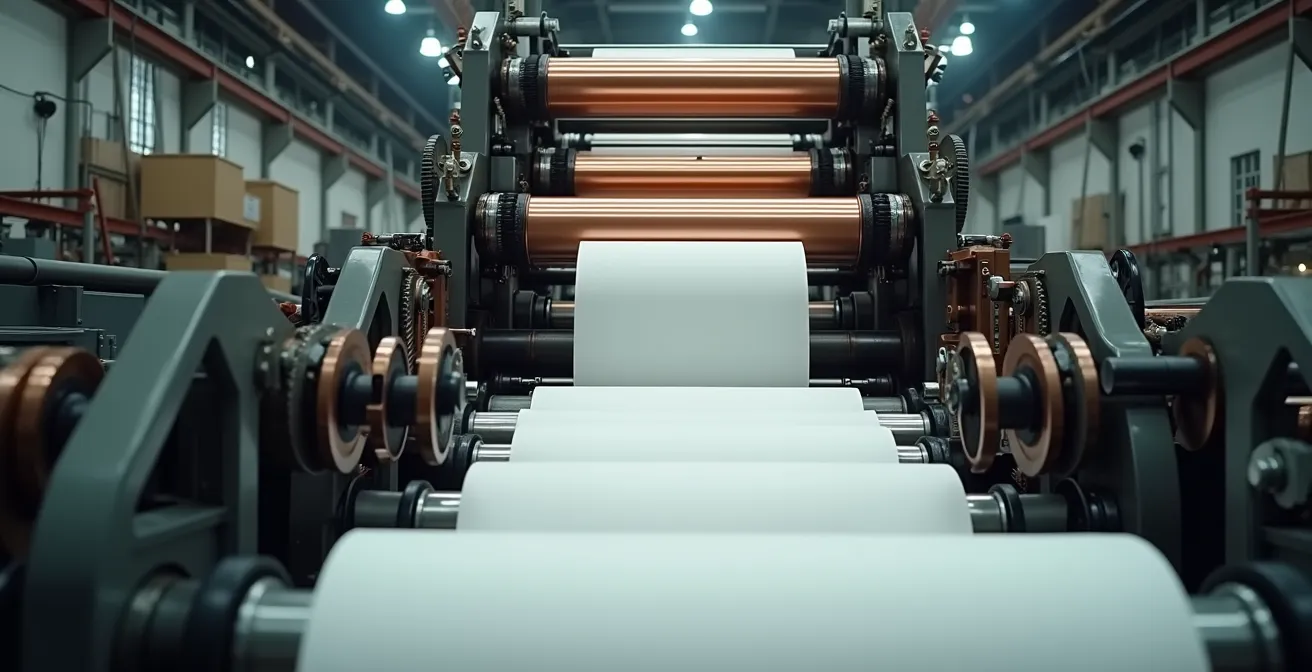
L’artiste imagine une palette infinie, le chef d’atelier pense en nombre de « groupes d’impression ». Une presse rotative taille-douce n’est pas une imprimante jet d’encre. Chaque couleur est un passage, un cylindre gravé, un circuit d’encrage dédié et une station de séchage. Une presse TD6, comme celles utilisées à Philaposte, peut combiner jusqu’à 6 couleurs en taille-douce, mais cela ne signifie pas une liberté totale. L’artiste propose, la machine dispose. Le véritable défi n’est pas d’imprimer les couleurs, mais de les superposer avec une précision absolue, ce qu’on appelle le repérage.
Imaginez six cylindres de plusieurs centaines de kilos tournant à grande vitesse. La bande de papier défile entre eux, et chacun doit déposer son encre au micron près. Le moindre décalage, et le portrait a un œil qui louche, le texte devient flou. Cette contrainte mécanique impose des choix à l’artiste dès la conception de la maquette. Des détails trop fins superposant plusieurs couleurs sont un cauchemar à produire en masse et sont souvent simplifiés. La machine impose sa loi : la faisabilité industrielle prime sur la fantaisie artistique. Le nombre de couleurs n’est pas seulement un choix esthétique, c’est une décision stratégique qui impacte la vitesse de production et le taux de gâche (les feuilles jetées pour défaut de repérage).
Ce combat pour la superposition parfaite est visible à l’œil nu sur les bords de feuille, où l’on trouve les « croix de repérage ». Ces mires de calage permettent aux systèmes de contrôle optique, et à l’œil de l’opérateur, de vérifier en temps réel que les couleurs ne « bougent » pas les unes par rapport aux autres. La créativité est donc un dialogue permanent entre l’artiste et les contraintes de la bête mécanique.

Chaque cylindre que vous voyez ici est une étape, une couleur, un risque de défaut. Leur synchronisation est le cœur battant de la presse. Cette complexité est essentielle pour servir non seulement la France métropolitaine mais aussi, comme le souligne Philaposte, pour réaliser les timbres des territoires d’outre-mer qui exercent leur autonomie philatélique, chacun avec ses propres exigences visuelles.
Finalement, le plus beau des dessins ne vaut rien s’il ne peut pas survivre au passage brutal entre les cylindres.
Comment l’augmentation des cadences d’impression crée des micro-défauts de repérage ?
Dans l’atelier, le mot d’ordre est « cadence ». On ne parle pas en timbres par minute, mais en mètres de papier par seconde. Pousser les manettes pour augmenter la vitesse est tentant pour tenir les délais, mais c’est ouvrir la porte à une armée de micro-défauts. Le principal ennemi est la vibration. À haute vitesse, l’ensemble de la structure de la presse, qui pèse plusieurs dizaines de tonnes, entre en résonance. Ces vibrations, même infimes, se transmettent aux cylindres et créent des décalages aléatoires dans le repérage des couleurs.
Le résultat ? Des « cheveux » blancs apparaissent sur le bord d’un aplat de couleur, une ligne de texte semble légèrement dédoublée, ou les couleurs d’un visage bavent légèrement. Ce ne sont pas des erreurs grossières, mais des imperfections de l’ordre de quelques centièmes de millimètre, invisibles pour le commun des mortels mais flagrantes pour l’œil exercé du philatéliste. La majorité des timbres français sont produits via des procédés à haute cadence : 46 émissions en héliogravure et 43 en taille-douce sur les premières séries de 2024, contre seulement 6 en offset. Ces techniques rotatives sont les plus sujettes aux problèmes liés à la vitesse.
Un autre phénomène s’ajoute : l’allongement dynamique du papier. Sous l’effet de la traction et de la vitesse, la fibre du papier s’étire légèrement entre le premier et le dernier groupe d’impression. Ce qui était parfaitement calé au départ ne l’est plus à la fin de la chaîne. Les presses modernes sont équipées de capteurs et de systèmes de compensation actifs, les « danseurs », qui ajustent la tension en permanence, mais c’est une lutte de tous les instants. Chaque arrêt et redémarrage de la machine est un moment critique où ces défauts de repérage sont les plus susceptibles d’apparaître, créant des feuilles « de calage » qui sont normalement détruites, mais qui finissent parfois, par accident, dans le circuit.
En fin de compte, la perfection d’un timbre est inversement proportionnelle à la vitesse à laquelle il a été imprimé.
Impression en continu ou feuille à feuille : quel impact sur la tension du papier ?
Au cœur de la rotative, le papier n’est pas une simple surface d’impression, c’est un acteur à part entière. Et son principal caprice, c’est sa tension. L’impression en continu, à partir d’énormes bobines de papier pesant plusieurs tonnes, est la norme pour la production de masse. La bande de papier, qui peut faire plusieurs kilomètres de long, est tirée à travers la machine comme un fil. Ce fil doit avoir une tension parfaitement constante. Si elle est trop lâche, le papier « flotte », le repérage devient impossible et les plis se forment. Si elle est trop tendue, le papier s’étire, voire se déchire, provoquant un arrêt machine catastrophique.
Cette tension est un véritable cauchemar à maintenir, car le papier est une matière « vivante », hygroscopique. Il absorbe l’humidité de l’air et se dilate, ou se rétracte s’il fait trop sec. C’est pourquoi les salles d’impression de Philaposte sont des environnements à l’atmosphère rigoureusement contrôlée en température et en hygrométrie. La moindre variation climatique extérieure est une menace pour la production. L’impression feuille à feuille, où les feuilles sont introduites une par une dans la presse, élimine une grande partie de ce problème de tension continue, mais elle est bien trop lente pour les millions d’exemplaires à produire.

Cette vue d’une salle d’impression moderne n’est pas qu’une question de propreté. Chaque détail, de la filtration de l’air au stockage des bobines, est conçu pour maîtriser l’ennemi numéro un : la variation dimensionnelle du papier. La tension est également affectée par le processus d’impression lui-même. Chaque passage dans un groupe d’impression humide (taille-douce, offset) puis dans un four de séchage provoque un cycle de dilatation et de rétraction qui met la fibre de papier à rude épreuve.
Un défaut de tension est rarement spectaculaire, mais il est la cause racine de nombreux problèmes de dentelure ou de marges irrégulières, des détails qui obsèdent les philatélistes.
Quand une poussière sur le cylindre crée une « pétouille » répétitive tous les 50 timbres
Dans le jargon de l’atelier, on l’appelle la « pétouille ». C’est l’ennemi intime de l’imprimeur, une imperfection minuscule mais exaspérante. Son origine ? Souvent, un grain de poussière, une particule d’encre séchée ou un micro-copeau de métal qui vient se coller sur le cylindre d’impression. À chaque rotation, cette particule empêche le transfert correct de l’encre, créant une petite tache blanche (si elle est sur le cylindre gravé) ou une tache de couleur (si elle est sur le cylindre offset). La caractéristique d’une vraie « pétouille » de production, c’est sa régularité mathématique.
Si la circonférence du cylindre correspond à la hauteur de 50 timbres, alors ce même défaut se répétera tous les 50 timbres sur la bande de papier. C’est ce qui la distingue d’un défaut accidentel et en fait une « variété constante ». Le travail des contrôleurs qualité est de repérer ces défauts répétitifs le plus tôt possible pour arrêter la machine et nettoyer le cylindre incriminé. Mais à haute cadence, des centaines de feuilles peuvent être imprimées avant que le défaut ne soit détecté. C’est une chasse permanente.
Le philatéliste averti peut lui-même jouer au détective. En trouvant un défaut sur un timbre, il peut le traquer sur la feuille entière pour voir s’il se répète. S’il est constant, il a mis la main sur une authentique variété de report, bien plus intéressante qu’un simple accident. C’est une trace directe d’un événement qui s’est produit sur la ligne de production.
Plan d’action : Identifier une variété d’impression constante
- Examen visuel : Scrutez la feuille entière à la recherche de la répétition du même défaut sur plusieurs timbres à une position identique sur chaque bloc.
- Mesure de la distance : Utilisez une règle précise pour mesurer la distance verticale ou horizontale entre deux occurrences du défaut.
- Calcul de la circonférence : La distance mesurée (ou un de ses multiples) correspond directement à une portion de la circonférence du cylindre d’impression responsable du défaut.
- Comparaison aux standards : Confrontez cette mesure aux dimensions connues des cylindres utilisés, comme ceux des presses TD6, pour identifier le type de machine en cause.
- Analyse à la loupe : Utilisez une loupe compte-fils pour examiner la nature exacte du défaut (manque d’encre, tache, déformation de la trame) et confirmer son origine.
Finalement, une « pétouille » n’est pas juste un défaut, c’est la signature involontaire de la machine à un instant T de la production.
L’erreur d’encrage qui transforme une œuvre d’art en une « bavure » sans valeur artistique
L’encre est le sang de la presse, mais c’est un fluide incroyablement capricieux. Une erreur d’encrage est l’une des avaries les plus courantes et les plus visibles. Tout se joue sur un paramètre clé : la viscosité. Si l’encre est trop fluide (à cause d’une température trop élevée dans l’atelier, par exemple), elle va « fuir » des alvéoles gravées du cylindre avant le contact avec le papier. Le résultat est une « bavure », un trait qui s’étale, des détails qui se noient dans une masse de couleur. L’œuvre d’art perd toute sa finesse.
À l’inverse, si l’encre est trop épaisse ou commence à sécher dans l’encrier, elle ne remplit pas correctement les tailles les plus fines de la gravure. Les zones qui devraient être sombres et intenses apparaissent alors pâles et délavées. C’est le phénomène de « manque d’encrage ». Un autre point critique est le rôle de la racle, cette lame d’acier qui, à chaque rotation, vient essuyer la surface du cylindre pour ne laisser l’encre qu’au fond des creux. Une racle mal affûtée, mal positionnée ou usée laissera un léger film d’encre sur toute la surface. C’est le « voile d’encre », qui donne une teinte de fond indésirable à tout le timbre et salit les marges.
Ces problèmes sont amplifiés par la complexité des techniques mixtes, comme l’offset/taille-douce, où des encres de natures différentes (grasses pour l’offset, plus fluides pour la taille-douce) doivent cohabiter sur le même support sans se contaminer. C’est un défi chimique autant que mécanique. Le site unique de Boulazac concentre ce savoir-faire, étant le seul lieu de production de La Poste pour la fabrication de ces produits complexes, une spécificité française qui rend la maîtrise de l’encrage encore plus cruciale.
Un encrage raté est la preuve la plus directe que l’impression de timbres est une science des fluides autant qu’un art de la gravure.
De la presse à bras à la rotative TD6 : comment la vitesse a changé la philatélie ?
Le passage de la presse à bras à la rotative a été plus qu’une simple évolution technique ; ce fut une révolution qui a redéfini la notion même de variété. Avec une presse à bras, l’artisan contrôle tout. Il encre la plaque à la main, positionne sa feuille, et applique la pression. Chaque timbre est quasi unique. Les défauts sont fréquents mais souvent aléatoires. L’arrivée de la rotative TD6 et de ses consœurs a tout changé. La vitesse est devenue le maître du jeu et, avec elle, la standardisation.
La machine a introduit un nouveau type de défauts : les défauts constants et répétitifs, liés à sa propre mécanique. Une dent cassée sur un engrenage, une rayure sur un cylindre, un défaut de calage récurrent… Ces erreurs ne sont plus le fait du hasard, mais la conséquence directe du fonctionnement de la machine à un instant T. Pour le philatéliste, cela a tout changé. La recherche ne porte plus sur le « timbre bizarre », mais sur le « timbre qui prouve un incident de production ».
Cette industrialisation a aussi contraint la planification. On ne décide plus d’imprimer un timbre du jour au lendemain. Selon la Fédération Française des Associations Philatéliques, le programme philatélique est planifié 1 à 2 ans à l’avance. Cette anticipation est nécessaire pour commander les tonnes de papier, fabriquer les encres spécifiques et surtout, graver et préparer les jeux de cylindres pour chaque nouvelle émission. La vitesse a un coût : la perte de flexibilité. L’ère des rotatives a ainsi créé des objets de collection à la fois plus parfaits dans leur ensemble, et plus fascinants dans leurs erreurs systématiques.
La vitesse n’a pas seulement accéléré la production ; elle a changé la nature même de ce que l’on collectionne.
À retenir
- La gravure d’un cylindre rotatif est un défi de résistance des matériaux, où la forme courbe et la nécessité de durer des millions de tours complexifient tout.
- La haute cadence est l’ennemi numéro un du repérage des couleurs : les vibrations et l’allongement du papier créent inévitablement des micro-décalages.
- La gestion de la tension du papier, une matière « vivante » sensible à l’humidité, est un combat permanent pour éviter les plis et les défauts de dentelure.
Comment devenir votre propre expert et déceler les variétés sans payer d’honoraires ?
Maintenant que vous connaissez les points de faiblesse de la « bête mécanique », vous avez les clés pour devenir votre propre expert. L’expertise philatélique, surtout en ce qui concerne les variétés modernes, n’est pas de la magie. C’est 90% d’observation méthodique, basée sur une compréhension du processus de production. Vous n’avez pas besoin d’un laboratoire, mais d’un œil de mécanicien. Chaque timbre porte en lui les cicatrices de sa naissance industrielle. Votre travail est de les lire.
Commencez par vous équiper. Une bonne loupe, une lampe et un odontomètre sont vos outils de base. Ne cherchez pas « l’erreur » au sens large. Cherchez la signature d’une contrainte mécanique. Une couleur légèrement décalée ? C’est un potentiel défaut de repérage dû à la vitesse. Une petite tache qui se répète sur la feuille ? C’est la fameuse « pétouille », témoin d’une poussière sur un cylindre. Des marges ou une dentelure irrégulière ? Pensez à un problème de tension de la bande de papier.
Le secret est la comparaison. Ne regardez jamais un timbre seul. Comparez-le à d’autres exemplaires du même tirage. Une vraie variété de production est, par définition, constante et répétitive. Un défaut isolé n’est souvent qu’un accident sans grande valeur. En documentant vos trouvailles, en mesurant les écarts, en reconstituant la position sur la feuille, vous ne faites pas que collectionner : vous menez une enquête industrielle. Vous remontez du produit fini à la cause première, au cœur de la machine.
Prenez votre loupe, non pas comme un collectionneur, mais comme le chef d’atelier qui inspecte sa production. Examinez chaque timbre non pas pour sa beauté, mais pour ses imperfections. C’est là que se cachent les histoires les plus fascinantes et les vrais trésors.
Questions fréquentes sur la fabrication des timbres et leurs variétés
Quels outils sont indispensables pour examiner les timbres ?
Une loupe compte-fils (grossissement 10x minimum), une lampe UV pour identifier les papiers fluorescents, et un odontomètre pour mesurer les dentelures sont les trois outils de base du philatéliste.
Comment distinguer une vraie variété d’un simple défaut ?
Une vraie variété se répète de manière identique sur plusieurs timbres de la même feuille ou du même tirage. Un défaut accidentel est unique et aléatoire.
Où trouver les références des variétés connues ?
Le catalogue Yvert & Tellier reste la référence principale en France, complété par les publications spécialisées de la CNEP et de la FFAP pour les variétés les plus récentes.